



01 Čo je tozvarový spoj
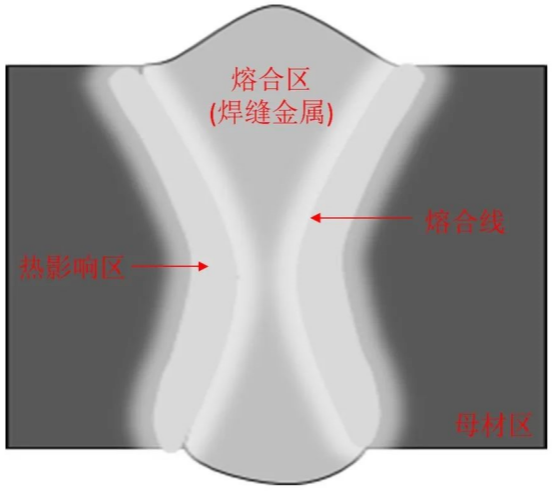
Zvarový spoj označuje spoj, kde sú dva alebo viac obrobkov spojené zvarením. Zvarový spoj tavným zváraním vzniká lokálnym ohrevom z vysokoteplotného zdroja tepla. Zvarový spoj pozostáva zo zvarovej zóny (zvarovej zóny), zvarovej línie, tepelne ovplyvnenej zóny a zóny základného kovu, ako je znázornené na obrázku.
02 Čo je to tupý spoj
Bežne používaná zváracia štruktúra je spoj, kde sú dve prepojené časti zvarené v rovnakej rovine alebo oblúku v stredovej rovine spoja. Charakteristickým znakom je rovnomerné zahrievanie, rovnomerná sila a ľahko sa zabezpečuje kvalita zvárania.
03 Čo je tozváracia drážka
Aby sa zabezpečila penetrácia a kvalita zvarových spojov a znížila sa deformácia zvaru, spoje zvarových dielov sa pred zváraním zvyčajne predtvarujú do rôznych tvarov. Rôzne zvarové drážky sú vhodné pre rôzne metódy zvárania a hrúbky zvarov. Medzi bežné tvary drážok patria: tvar I, tvar V, tvar U, jednostranný tvar V atď., ako je znázornené na obrázku.
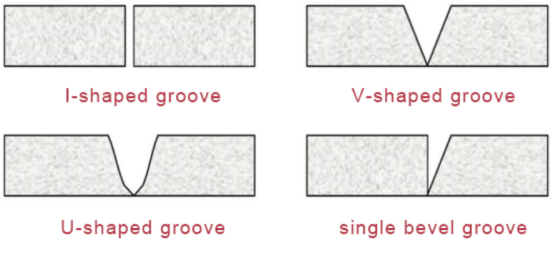
Bežné drážkové formy tupých spojov
04 Vplyv tvaru drážky tupého spoja naZváranie kompozitných materiálov laserovým oblúkom
S rastúcou hrúbkou zváraného obrobku sa dosiahnutie jednostranného zvárania a obojstranného tvarovania stredne hrubých a hrubých plechov (výkon laseru <10 kW) často stáva zložitejším. Zvyčajne je potrebné prijať rôzne stratégie zvárania, ako napríklad navrhnúť vhodné tvary drážok alebo rezervovať určité spojovacie medzery, aby sa dosiahlo zváranie stredne hrubých a hrubých plechov. Avšak pri skutočnom výrobnom zváraní rezervovanie spojovacích medzier zvýši náročnosť zváracích prípravkov. Preto sa návrh drážky stáva počas procesu zvárania kľúčovým. Ak návrh drážky nie je primeraný, bude to nepriaznivo ovplyvnené stabilitou a účinnosťou zvárania a tiež sa zvýši riziko chýb zvárania.
(1) Tvar drážky priamo ovplyvňuje kvalitu zvarového švu. Vhodný dizajn drážky môže zabezpečiť, aby kov zváracieho drôtu bol úplne vyplnený vo zvarovom šve, čím sa znižuje výskyt chýb zvaru.
(2) Geometrický tvar drážky ovplyvňuje spôsob prenosu tepla, čo umožňuje lepšie viesť teplo, dosiahnuť rovnomernejšie ohrev a chladenie a pomôcť predchádzať tepelnej deformácii a zvyškovému napätiu.
(3) Tvar drážky ovplyvní morfológiu prierezu zvarového švu a povedie k tomu, že morfológia prierezu zvarového švu bude viac zodpovedať špecifickým požiadavkám, ako je hĺbka a šírka prevaru.
(4) Vhodný tvar drážky môže zlepšiť stabilitu zvárania a znížiť nestabilné javy počas procesu zvárania, ako sú rozstrekovanie a podrezanie.
Ako je znázornené na obrázku 3, výskumníci zistili, že použitie laserového oblúkového kompozitného zvárania (výkon laseru 4 kW) dokáže vyplniť drážku v dvoch vrstvách a dvoch prechodoch, čím sa efektívne zlepšuje účinnosť zvárania; bezchybné zváranie 20 mm hrubého MnDR sa dosiahlo pomocou trojvrstvového laserového oblúkového kompozitného zvárania (výkon laseru 6 kW); laserové oblúkové kompozitné zváranie sa použilo na zváranie 30 mm hrubej nízkouhlíkovej ocele vo viacerých vrstvách a prechodoch a morfológia prierezu zvarového spoja bola stabilná a dobrá. Okrem toho výskumníci zistili, že šírka pravouhlých drážok a uhol drážok v tvare Y majú významný vplyv na efekt priestorového obmedzenia. Keď je šírka pravouhlej drážky...≤4 mm a uhol drážky v tvare Y je≤60 °, morfológia prierezu zvarového švu vykazuje centrálne trhliny a zárezy na bočných stenách, ako je znázornené na obrázku.
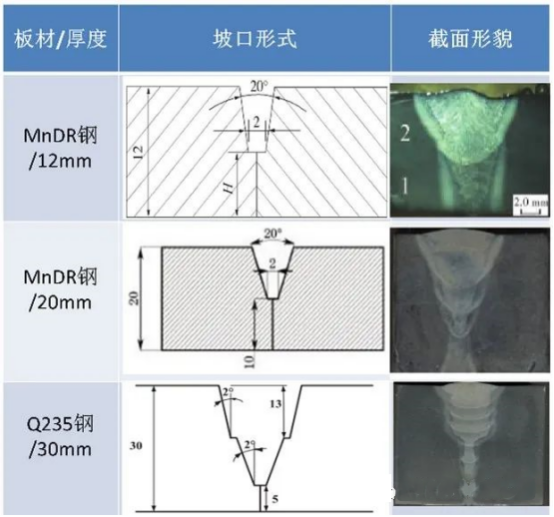
Vplyv tvaru drážky na morfológiu prierezu zvarov
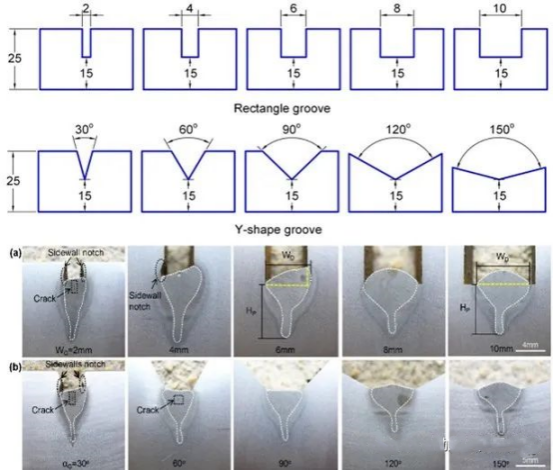
Vplyv šírky a uhla drážky na morfológiu prierezu zvarov
05 Súhrn
Výber tvaru drážky musí komplexne zohľadniť požiadavky zváracej úlohy, vlastnosti materiálu a vlastnosti procesu laserového oblúkového zvárania kompozitných materiálov. Správny návrh drážky môže zlepšiť účinnosť zvárania a znížiť riziko chýb zvárania. Preto je výber a návrh tvaru drážky kľúčovým faktorom pred laserovým oblúkovým zváraním kompozitných materiálov strednej a hrubej hrúbky.
Čas uverejnenia: 8. novembra 2023











