



Hoci ultrarýchle lasery existujú už desaťročia, ich priemyselné aplikácie v posledných dvoch desaťročiach rýchlo vzrástli. V roku 2019 trhová hodnota ultrarýchlych laserov...laserový materiálspracovanie predstavovalo približne 460 miliónov USD s ročnou mierou rastu 13 %. Medzi oblasti použitia, v ktorých sa ultrarýchle lasery úspešne používajú na spracovanie priemyselných materiálov, patrí výroba a oprava fotomasiek v polovodičovom priemysle, ako aj rezanie kremíkových kockami, rezanie/rytie skla a odstraňovanie ITO filmov (oxid india a cínu) v spotrebnej elektronike, ako sú mobilné telefóny a tablety, textúrovanie piestov pre automobilový priemysel, výroba koronárnych stentov a výroba mikrofluidných zariadení pre lekársky priemysel.

01 Výroba a opravy fotomasiek v polovodičovom priemysle
Ultrarýchle lasery sa používali v jednej z prvých priemyselných aplikácií v spracovaní materiálov. Spoločnosť IBM informovala o použití femtosekundovej laserovej ablácie pri výrobe fotomasiek v 90. rokoch 20. storočia. V porovnaní s nanosekundovou laserovou abláciou, ktorá môže spôsobiť rozstrek kovu a poškodenie skla, femtosekundové laserové masky nevykazujú žiadne rozstrek kovu, žiadne poškodenie skla atď. Výhody. Táto metóda sa používa na výrobu integrovaných obvodov (IO). Výroba čipu IO môže vyžadovať až 30 masiek a stáť viac ako 100 000 dolárov. Femtosekundové laserové spracovanie dokáže spracovať čiary a body pod 150 nm.
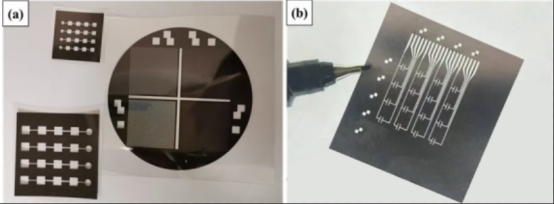
Obrázok 1. Výroba a oprava fotomasky
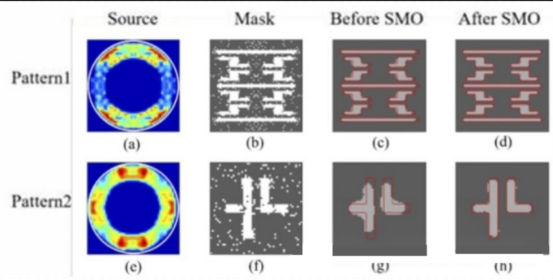
Obrázok 2. Výsledky optimalizácie rôznych vzorov masiek pre extrémnu ultrafialovú litografiu
02 Rezanie kremíka v polovodičovom priemysle
Rezanie kremíkových doštičiek je štandardný výrobný proces v polovodičovom priemysle a zvyčajne sa vykonáva mechanickým rezaním. Tieto rezacie kotúče často vytvárajú mikrotrhliny a je ťažké rezať tenké (napr. hrúbka < 150 μm) doštičky. Rezanie kremíkových doštičiek laserom sa v polovodičovom priemysle používa už mnoho rokov, najmä pre tenké doštičky (100 – 200 μm), a vykonáva sa vo viacerých krokoch: laserové drážkovanie, po ktorom nasleduje mechanické oddelenie alebo nenápadné rezanie (t. j. infračervený laserový lúč vo vnútri kremíkového ryhovania) a následné mechanické oddelenie pásky. Nanosekundový pulzný laser dokáže spracovať 15 doštičiek za hodinu a pikosekundový laser dokáže spracovať 23 doštičiek za hodinu s vyššou kvalitou.
03 Rezanie/rybovanie skla v priemysle spotrebnej elektroniky
Dotykové obrazovky a ochranné okuliare pre mobilné telefóny a notebooky sú čoraz tenšie a niektoré geometrické tvary sú zakrivené. To sťažuje tradičné mechanické rezanie. Bežné lasery zvyčajne dosahujú nízku kvalitu rezu, najmä keď sú tieto sklenené displeje naskladané v 3 až 4 vrstvách a vrchné ochranné sklo s hrúbkou 700 μm je kalené, ktoré sa môže pri lokálnom namáhaní zlomiť. Ukázalo sa, že ultrarýchle lasery dokážu rezať tieto sklá s lepšou pevnosťou hrán. Pri rezaní veľkých plochých panelov je možné femtosekundový laser zamerať na zadný povrch sklenenej tabule, čím sa poškriabe vnútro skla bez poškodenia predného povrchu. Sklo sa potom môže rozbiť mechanickými alebo tepelnými prostriedkami pozdĺž ryhovaného vzoru.
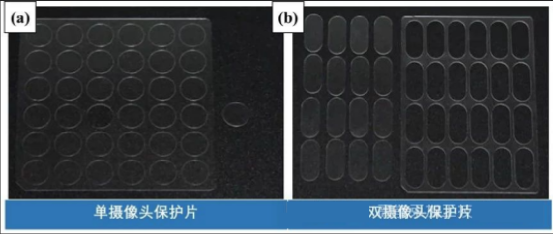
Obrázok 3. Pikosekundové ultrarýchle laserové rezanie skla špeciálneho tvaru
04 Textúry piestov v automobilovom priemysle
Ľahké motory automobilov sú vyrobené z hliníkových zliatin, ktoré nie sú také odolné voči opotrebovaniu ako liatina. Štúdie zistili, že femtosekundové laserové spracovanie textúr piestov automobilov môže znížiť trenie až o 25 %, pretože sa dajú efektívne uskladniť nečistoty a olej.

Obrázok 4. Femtosekundové laserové spracovanie piestov automobilových motorov na zlepšenie výkonu motora
05 Výroba koronárnych stentov v zdravotníckom priemysle
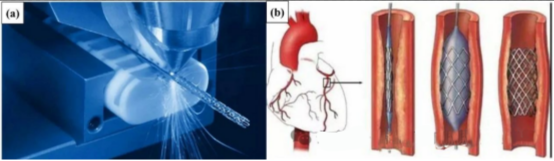
Milióny koronárnych stentov sa implantujú do koronárnych artérií tela, aby sa otvoril kanál pre prúdenie krvi do inak zrazeninových ciev, čím sa každoročne zachraňujú milióny životov. Koronárne stenty sa zvyčajne vyrábajú z kovového (napr. nehrdzavejúcej ocele, nikel-titánovej zliatiny s tvarovou pamäťou alebo v poslednej dobe kobalt-chrómovej zliatiny) drôteného pletiva so šírkou prúžku približne 100 μm. V porovnaní s rezaním laserom s dlhým pulzom sú výhodami použitia ultrarýchlych laserov na rezanie zámkov vysoká kvalita rezu, lepšia povrchová úprava a menej nečistôt, čo znižuje náklady na následné spracovanie.
06 Výroba mikrofluidných zariadení pre medicínsky priemysel
Mikrofluidné zariadenia sa bežne používajú v medicínskom priemysle na testovanie a diagnostiku chorôb. Zvyčajne sa vyrábajú mikrovstrekovaním jednotlivých častí a následným spájaním lepením alebo zváraním. Ultrarýchla laserová výroba mikrofluidných zariadení má výhodu v tom, že vytvára 3D mikrokanáliky v priehľadných materiáloch, ako je sklo, bez potreby spojov. Jednou z metód je ultrarýchla laserová výroba vo vnútri objemového skla, po ktorej nasleduje mokré chemické leptanie, a ďalšou je femtosekundová laserová ablácia vo vnútri skla alebo plastu v destilovanej vode na odstránenie nečistôt. Ďalším prístupom je vyfrézovať kanáliky do povrchu skla a utesniť ich skleneným krytom pomocou femtosekundového laserového zvárania.
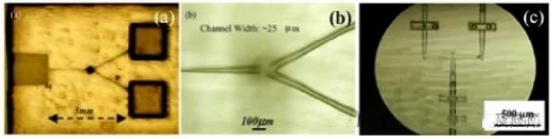
Obrázok 6. Selektívne leptanie indukované femtosekundovým laserom na prípravu mikrofluidných kanálov vo vnútri sklenených materiálov
07 Mikrovŕtanie trysky vstrekovača
Femtosekundové laserové obrábanie mikrootvorov nahradilo mikro-EDM v mnohých spoločnostiach na trhu s vysokotlakovými injektormi vďaka väčšej flexibilite pri zmene profilov prietokových otvorov a kratším časom obrábania. Schopnosť automaticky riadiť polohu zaostrenia a sklon lúča pomocou precesnej skenovacej hlavy viedla k návrhu profilov otvorov (napr. valcový, rozšírený, konvergenčný, divergenciový), ktoré môžu podporiť atomizáciu alebo penetráciu v spaľovacej komore. Čas vŕtania závisí od objemu ablácie, s hrúbkou vrtáka 0,2 – 0,5 mm a priemerom otvoru 0,12 – 0,25 mm, vďaka čomu je táto technika desaťkrát rýchlejšia ako mikro-EDM. Mikrovŕtanie sa vykonáva v troch fázach vrátane hrubovania a dokončovania priechodných pilotných otvorov. Argón sa používa ako pomocný plyn na ochranu vrtu pred oxidáciou a na ochranu finálnej plazmy počas počiatočných fáz.
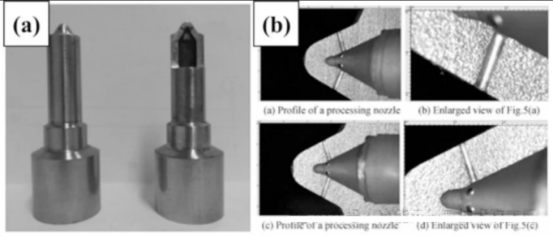
Obrázok 7. Vysoko presné spracovanie invertovaného kužeľovitého otvoru pre vstrekovač naftového motora pomocou femtosekundového laseru
08 Ultrarýchle laserové textúrovanie
V posledných rokoch sa oblasť mikroobrábania postupne stala predmetom výskumu s cieľom zlepšiť presnosť obrábania, znížiť poškodenie materiálu a zvýšiť efektivitu spracovania. Ultrarýchly laser má rôzne výhody spracovania, ako je nízke poškodenie a vysoká presnosť, čo sa stalo predmetom podpory rozvoja technológií spracovania. Zároveň ultrarýchle lasery dokážu pôsobiť na rôzne materiály a laserové spracovanie poškodenia materiálu je tiež hlavným smerom výskumu. Ultrarýchly laser sa používa na abláciu materiálov. Keď je hustota energie laseru vyššia ako prah ablácie materiálu, povrch ablovaného materiálu bude vykazovať mikro-nano štruktúru s určitými vlastnosťami. Výskum ukazuje, že táto špeciálna povrchová štruktúra je bežný jav, ktorý sa vyskytuje pri laserovom spracovaní materiálov. Príprava povrchových mikro-nano štruktúr môže zlepšiť vlastnosti samotného materiálu a tiež umožniť vývoj nových materiálov. Vďaka tomu je príprava povrchových mikro-nano štruktúr ultrarýchlym laserom technickou metódou s dôležitým vývojovým významom. V súčasnosti môže výskum ultrarýchleho laserového textúrovania povrchu kovových materiálov zlepšiť zmáčacie vlastnosti kovového povrchu, zlepšiť povrchové trenie a odolnosť proti opotrebovaniu, zlepšiť priľnavosť povlakov a smerovú proliferáciu a adhéziu buniek.
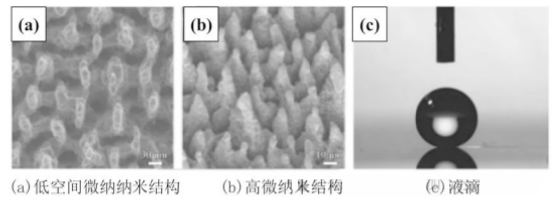
Obrázok 8. Superhydrofóbne vlastnosti laserom pripraveného kremíkového povrchu
Ako špičková technológia spracovania sa ultrarýchle laserové spracovanie vyznačuje charakteristikami malej tepelne ovplyvnenej zóny, nelineárnym procesom interakcie s materiálmi a spracovaním s vysokým rozlíšením za hranicou difrakcie. Dokáže realizovať vysoko kvalitné a vysoko presné mikro-nano spracovanie rôznych materiálov a výrobu trojrozmerných mikro-nano štruktúr. Dosiahnutie laserovej výroby špeciálnych materiálov, zložitých štruktúr a špeciálnych zariadení otvára nové možnosti pre mikro-nano výrobu. V súčasnosti sa femtosekundový laser široko používa v mnohých špičkových vedeckých oblastiach: femtosekundový laser sa môže použiť na prípravu rôznych optických zariadení, ako sú mikrošošovkové polia, bionické zložené oči, optické vlnovody a metasvrchové materiály; vďaka svojej vysokej presnosti, vysokému rozlíšeniu a trojrozmerným možnostiam spracovania dokáže femtosekundový laser pripraviť alebo integrovať mikrofluidné a optofluidné čipy, ako sú komponenty mikroohrievačov a trojrozmerné mikrofluidné kanály; Okrem toho dokáže femtosekundový laser pripravovať rôzne typy povrchových mikro-nanostruktúr na dosiahnutie antireflexných, antireflexných, superhydrofóbnych, protinámrazových a ďalších funkcií; nielen to, femtosekundový laser sa uplatňuje aj v oblasti biomedicíny a vykazuje vynikajúci výkon v oblastiach, ako sú biologické mikro-stenty, substráty bunkových kultúr a biologické mikroskopické zobrazovanie. Široké možnosti použitia. V súčasnosti sa oblasti použitia femtosekundového laserového spracovania rok čo rok rozširujú. Okrem vyššie spomínanej mikrooptiky, mikrofluidík, multifunkčných mikro-nanostruktúr a aplikácií biomedicínskeho inžinierstva zohráva obrovskú úlohu aj v niektorých vznikajúcich oblastiach, ako je príprava metasvrchov, výroba mikro-nanostruktúr a viacrozmerné optické ukladanie informácií atď.
Čas uverejnenia: 17. apríla 2024











